

台达多轴运动控制器DVP-10MC系列在上料系统上的应用
来源:中达电通ICS产品开发处应用工程师 尹树郑
【摘要】近年来工业自动化在各行各业的应用越来越广泛,台达在参与某国际知名3C大厂的智能手表生产线自动化建置时,在上料系统中采用具有强大运动控制功能的多轴运动控制器DVP-10MC 11T,实现生产线上料系统的复杂运动,使生产线保持良好的生产流程和质量,帮助用户提高生产效率。
[Abstract] Nowadays, the application of automation products, solutions and technologies has significantly increased in various industries. In the case, Delta provides its motion controllers for the smart watch production line of a well-known international 3C manufacturer. Delta adopts the Multi-axis Motion Controller DVP-10MC 11T Series to perform complex motion control of the feeding system, and , achieves highly efficient operation and process quality for the customer.
【关键词】DVP-10MC 上料系统 复杂运动 运动控制
[Keywords] DVP-10MC, feeding system, complex motion, motion control
前言
随着社会和技术不断发展,企业正面临人工成本急剧上升的难题;招工与用工长期短缺已成为普遍现象。对企业来说,在保证产品质量的前提下,要想提高产品的利润,最有效的方法为降低生产成本,提高生产效率。因此,随着劳动力成本的不断提高,越来越多的企业开始关注工厂自动化,也为相关行业带来新的发展商机。
除此之外,如何提升产业客户服务水准也成为非标自动化机械行业当前的课题。非标自动化设备是指用户定制、用户唯一、非市场流通的自动化系统集成设备,是为按照国家颁布的统一的行业标准和规格制造的单元设备组装而成,,并根据客户的用途需要,开发设计制造的设备。非标自动化设备根据不同产品功能,在应用中也具有广泛性,其主要的应用行业包含:汽车制造行业中的汽车零部件的生产制造及安装、食品行业中生产输送及包装、电子电器生产线产品输送、物流行业的仓储设施应用、以及加工制造业中装配应用等。
一、项目产线介绍
本案例为位于苏州的某公司,该司主要业务项目包含电子元器件、电脑、通讯系统器材等电子产品及其零部件的检测、生产、组装、销售、维修及研发、中试与自行研发成果的转让、技术咨询和服务、并提供售后服务等。
该公司计划由该厂内的自动化中心为主导研发设计一条智能手表生产线,生产线前后总共有10站(如图1所示),并由该公司和台达的技术人员一同规划和调试产线。此项目采用台达高功能薄型控制器DVP-28SV系列、多轴运动控制器DVP-10MC系列、高功能中型控制器AH500系列、7吋宽屏幕人机界面B07E415、和交流伺服驱动器ASDA-A2系列等,同时还使用EPSON机器人和康耐视视觉系统。由于整套产线皆由非标自动化产品打造,在产线调试过程中遇到了很多设计与机械上的问题。但项目团队最终在一个月的时间内完成整套自动化产线的安装调试,现已经发送到客户厂内进行最终测试。

图1 产线整体配置图
如图1所示,该产线内包含的10个工作站包括HAF feeding、IMLloading、Pre-tacking、NMT loading、NMT assembly等,其中第四站NMT loading的主要工作是将NMT盖板(如图2所示)从料仓中取料,然后放于传送带上的载具中;在过程中主要包括料仓上料、视觉拍照、XYZ轴取料、XYZ轴放料等动作。

图2 载具上黄色NMT盖板
二、动作流程
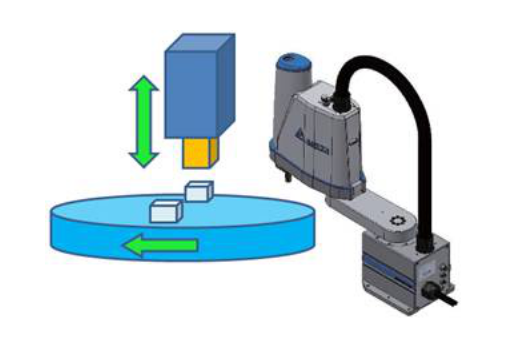
该产线的动作流程如图3所示:载具从第三站进入,到达设定位置后气缸将载具顶起固定;料仓上料完成后,XYZ轴移到拍照位置,并计算出取料位置,接着以XYZ轴移动进行取料与放料,最后载具送到下一站,完成工序。其中在拍照、取料和放料的动作中,都是以两个NMT盖板为一组依序进行。

图3 动作流程
三、料仓上料
料仓主要由两个部分组成:料仓升降区和工作区(如图4所示),料仓部分包括夹紧气缸、定位气缸、顶升气缸等。料仓动作流程上,首先升降轴将料盘升到出料位置,然后夹紧气缸加紧料盘,上层皮带动作将料盘送到工作区。接着顶升气缸顶起料盘,支撑气缸和定位气缸将料盘固定,等待XYZ轴抓取NMT盖板;当料盘上的NMT盖板被抓取完后,支撑气缸和定位气缸复位,将料盘松开;顶升气缸复位将料盘送到,等升降轴将料仓升到收料位置,下层皮带动作将没有料的料盘送回料仓内,来回运动,完成料仓上料的动作。

图4 料仓俯视图
四、电气控制构架
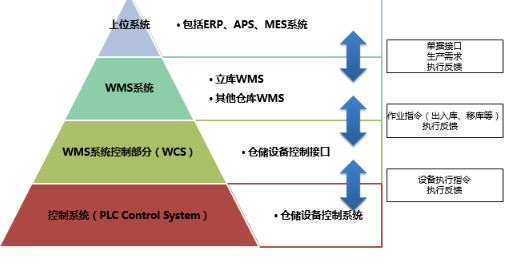
NMT loading整体电气构架图可以分为三层信息层、控制层、设备层(如图5所示),设备清单如表1所示。

图5 电气构架图
表1 设备清单

五、调试步骤
1.伺服参数设定
本次项目总共使用5组交流伺服驱动器ASDA-A2系列(其中一组为绝对值伺服),以及多轴运动控制器DVP-10MC系列,通过CANopen通讯控制5组交流服务器。首先要设定伺服参数,包括:
P1-01=B: CANopen通讯控制模式
P3-00=1: 伺服通讯站号设置(不能相同)
P3-01=403: CANopen通讯速率1Mbit/s
P2-15=122: 反向运转禁止极限常开
P2-16=123: 正向运转禁止极限常开
P2-17=121: 马达急停停止设为常开
Tips:
(1)解决电磁刹车动作不及时的问题:伺服断开使能后,伺服轴会下降一小段。需要将P1-43电磁刹车关闭延迟时间设为-1000。
(2)绝对值伺服原点设置方式:将伺服P2-08写入271,再将P2-71写入1,伺服重新上电。绝对值伺服会把当前位置记录为原点位置。
(3)在DVP-10MC系列和交流服务器末端插上终端电阻(120欧姆、025瓦)。
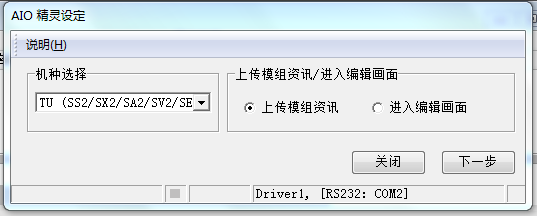
2.CANopen Builder 软件设置
设置通讯包括以太网和串口两种。根据实际情况选择通讯的方式,然后点击在线即可将DVP-10MC系列和所连接的服务器扫描至CANopen Builder软内里。双击伺服进行轴参数配置,包括电子齿轮比、机构道程、原点回归模式等,将每个轴的轴参数配置(如图6所示)好之后下载到伺服中。

图6 轴参数配置
3.运动控制指令
CANopen Builder软件内建多项运动控制指令,包括使能、回原点、速度指令、位移指令等,方便操作者进行运动控制程序的编写,并可按照轴号划分运动控制程序。
4.PLC与MC模块之间的数据交换
PLC与MC之间有两段数据交换区:D6000-D6226:MC写,PLC读;D6250-D6476:MC读,PLC写;人机与PLC模块通讯,康耐视视觉系统与MC模块通讯。因此在整个项目的编写上,需穿插许多数据交换的部分。
六、结束语
台达多轴运动控制器DVP_10MC系列具备强大的运动控制功能,并内建电子凸轮的功能,可实现追剪、飞剪等复杂的运动能,可被被广泛应用在包装机、印刷机等行业。台达在上料系统中采用DVP-10MC 11T系列运动控制器,可实现生产线上料系统的复杂运动,让生产线保持良好的生产流程和质量,帮助用户提高生产效率。
作者简介:
尹树郑,男,生于1994年,毕业于东华大学。现任台达集团—中达电通股份有限公司ICS产品开发处应用工程师。从事PLC产品的产品应用和技术支持。

已输入0字发表