

台达温度控制模块DVP-02TU在焊接线材HB机上的应用
来源:中达电通ICS产品开发处应用工程师 尹树郑
【摘要】随着线材焊接需求的不断增加,客戶逐渐采用自动线材焊接HB机取代人工焊接。同时,由于焊接过程中,温度控制精度的要求高,产业对高性能的温度控制器需求逐渐提升。线材焊接HB机的配置上,大多数采用可程序逻辑控制器、温控表和人机界面,进行焊接过程的温度控制。台达新推出的DVP 02TUL-S温度控制器內建PID功能,可实现快速而稳定的焊接温度控制。配置上该解决方案可取代传统温控表,利用台达可程序逻辑控制器与人机界面打造功能强大的HB机解決方案。
[Abstract] With the continuous increase of the demand for wire welding, people are gradually replacing manual welding with automatic wire welding HB machine. At the same time, due to the high requirement of temperature control precision in the welding process, highly-efficient temperature controller is coming into view. In this case, the welding process temperature is controlled by Delta’s new DVP 02TUL-S temperature controller; with the PID function, the DVP 02TUL-S which can realize a rapid, stable welding temperature control and perfectly replace the temperature-controlled meter. The control of the whole set of wire welding HB machine can also be completed by Delta’s PLC and a touch screen.
【关键词】 DVP 02TUL-S温度控制器 HB焊接机 温度控制
[Keywords] DVP, 02TUL-S,temperature controller, HB welding machine, temperature control
前言
随着中国经济的发展和焊接自动化水平的提高,2015年我国焊接材料行业产量约570万吨,同比2014年的568万吨增长了0.35%;2015年我国焊接材料行业进口约3.7万吨,出口约41.4万吨,国内焊接材料行业表观消费量约532.3万吨。随着线材焊接需求的不断增加,人们逐渐用自动线材焊接HB机取代人工焊接的方式。由于焊接过程温度控制精度的要求很高,高性能温度控制器的需求在市场上逐渐提升。
线材焊接HB机的配置上,大多数采用可程序逻辑控制器、温控表和人机界面,进行焊接过程的温度控制。台达新推出的DVP 02TUL-S温度控制器內建PID功能,可实现快速而稳定的焊接温度控制,取代传统温控表,并整合台达可程序逻辑控制器与人机界面打造功能強大的HB机解決方案。
一、工作原理
线材焊接Hot Bar焊接机利用变压器将AC220V变压为1.5V,通过Hot Bar头将正负极端子连接,并在短时间内发热,以达到设定的熔点温度。接着通过步进马达控制上下Hot Bar头,分成四段不同的行程进行熔锡、焊接、压平和冷却退出,进而实现整个焊接作业。
为了满足生产效率的要求,焊接时间需控制在2~3秒内。同时温度也有严格的要求,不能过高或过低。当温度过高时,易出现芯线破皮、焊锡过热导致喷溅的现象;过低时则易出现冷焊,锡不能正常与待焊物相熔接,影响焊接时间。
二、302TU使用介绍
1.将TU韧体更新至V4.13版本,ISPSoft內的TU精灵需要安装至最新版本。
开启ISPSoft软件內的TU精灵,选择TU机种

图1 TU精灵设定界面
2.选择02TUL模组

图2 02TUL模组选择界面
3.双击02TUL,进入通道参数设定

图3 通道参数设定界面
(1)控制方式选择:Hot BarPID
(2)传感器类型:根据客户使用传感器的类型选择,其中Hot Bar机大部分采用K型;K(Quick 20ms)。J型则为J(Quick 20ms);
(3)PID_EQ(PID计算式选择):相依方程式(在调整PID参数时较容易进行修正)


(4)第一组控制周期:根据现场功率控制器反映时间写入,1代表AO输出反映为20ms,2表示为40ms
(5)类比输出模式:根据现场输出类型进行选择(0-10v;0-20ma;4-20ma)
(6)PID迟滞:在调试过程中,调大数值可协助PID参数达到最佳化
(7)MV输出值最大、最小值输出设定:为了避免HotBar头因温度过高而烧坏,系统可限制输出的最大值来加以防护
(8)预设积分量:调节积分量的大小,稳定温度,抑制过冲或过低的现象
4.当参数设定完之后,点击参数下载,将参数下载到02TU內
5.进行PID自调适
(1)先在线On-line
(2)通道控制选择‘’停止”
(3)自动调整项目选择“调整参数”
(4)通道控制选择“执行”
(5)当自调适完成后,系统将自动调整回到“控制模式”,表示调试完成。右侧的Kp_Kc、Ki_Ti、Kd_Td等参数可被写入自调适算。
6.进行调整
根据监控的温度曲线来相应调整参数。如果升温时间太慢,可调大MV MAX值;如果到达目标温度后过冲,可调大预设积分量;如到达温度晃动较大,则可相应调小KP,并将改变后的参数下载。
三、项目介绍
客户:江西某机器人公司
产品配置:DVP14SS2+DVP02TUL-S+DOP-B03S211

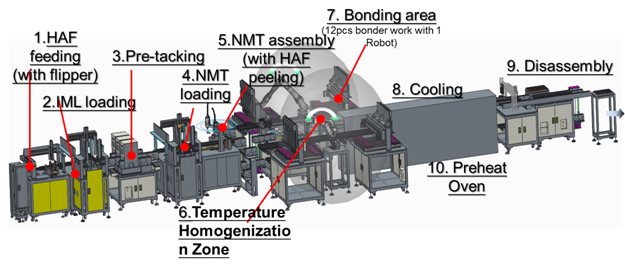
图4 客户设备
客户针对Hot Bar机组控制,要求机组需在2~3秒内完成从室温加热至300°C,过冲不能超过5°C,并且可以适用客户所有的Hot Bar接头。因在线材焊接行业中,不同焊接产品会配有不同的Hot Bar接头,故每个Hot Bar接头皆具备不同特性;在调适Hot Bar接头上,使用者只需调整MV MAX值,自调适完成后,系统计算出的PID参数即可实现客户的要求。
下面以一种Hot Bar接头为例,将MV MAX设定为265、预设积分量为350进行自调适(如图5所示)。

图5 自调适完成后的参数配置
通过MonitorDeltaDev软件监控量测值PV、输出值MV与积分量I_MV,分别置于D0、D1、D2(如图6所示)。



图6 MonitorDeltaDev软件监控界面及测量值
系统可于约1.7秒內由室温加热至300°C,过冲为2°C(如图7所示)。

图7 人机上显示温度控制曲线
结束语
DVP02TUL-S产品是一款反应速度块、控制精度高的温度控制器,适用于化工、纺织、食品加工、食品干燥、工厂制造、暖通、畜牧等行业。同时其內建的Hot Bar模式可广泛适用于线材焊接行业上的应用。
作者简介:
尹树郑,男,生于1994年,毕业于东华大学。现任台达集团—中达电通股份有限公司ICS产品开发处应用工程师。从事PLC产品的产品应用和技术支持。

已输入0字发表